

Aby zapewnić efektywną wymianę narzędzi we frezarkach, znormalizowano powszechnie stosowane systemy mocowania:
- Uchwyty ze stożkiem niesamohamownym (SK)
- Stożkowe chwyty drążone (HSK)
- Trzpienie drążone (PSC)
Stożki niesamohamowne
Zalety
- Prosty montaż i demontaż stożka
- Powszechnie stosowany system
- Korzystne cenowo
- Wysoka sztywność skrętna
- Przydatność do ciężkiej obróbki mechanicznej
(ISO 7388-1 oraz 7388-2)
Wady
- Niska sztywność
- Niestabilna osiowość krawędzi tnących
- Ograniczona dokładność
- Nieodpowiednie przy wysokiej liczbie obrotów, ze względu na uwarunkowany technicznie brak wyważenia
- Regularna wymiana sworznia dociągającego z powodu zużycia
Stożkowe chwyty drążone
Zalety
- Duża sztywność dzięki wzmocnieniu uchwytu za pomocą kołnierza
- Przyleganie do powierzchni czołowej zapobiega przesunięciu w kierunku aksjalnym i zapewnia wysoką powtarzalność przy wymianie narzędzia oraz dokładne osiowe położenie krawędzi tnących
- Niewielka i lekka konstrukcja umożliwia łatwą i szybką wymianę narzędzi
- Przydatność do wysokich prędkości obrotowych
- Wyeliminowanie konieczności stosowania sworznia dociągającego
- Wysokie wartości przenoszonych momentów obrotowych poprzez
- połączenie cierne, dzięki istniejącemu wciskowi pomiędzy chwytem i uchwytem
-połączenie kształtowe, wykonane w postaci dwóch rowków zabierakowych/kołnierzowych w HSK A, HSK B, HSK C i przy kształcie D
Wady
Wysokie koszty
Uchwyty ze stożkiem niesamohamownym (SK)
W dziedzinie obróbki skrawaniem uchwyty ze stożkiem niesamohamownym są najczęściej stosowanym na świecie interfejsem pomiędzy narzędziem a obrabiarką. Charakteryzują się stożkowym kształtem, który ułatwia wprowadzanie uchwytu do wrzeciona maszyny.
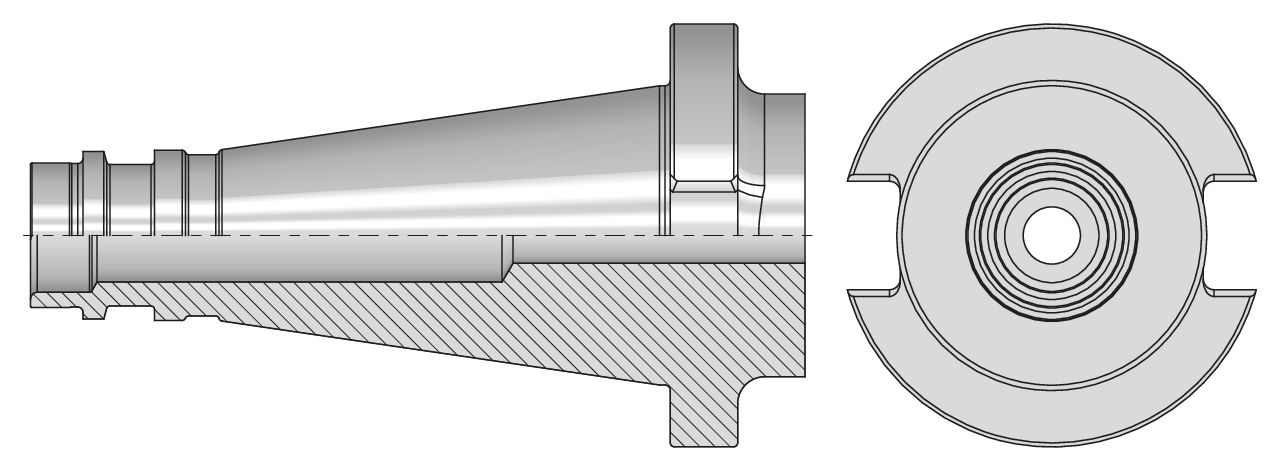
Uchwyty ze stożkiem niesamohamownym wg DIN 2080
Uchwyty ze stożkiem niesamohamownym wg DIN2080 stosowane są w konwencjonalnych frezarkach z ręczną wymianą narzędzi oraz w wiertarkach. Mocowanie odbywa się poprzez śrubę z rowkiem pierścieniowym,z wewnętrznym gwintem dociągającym.
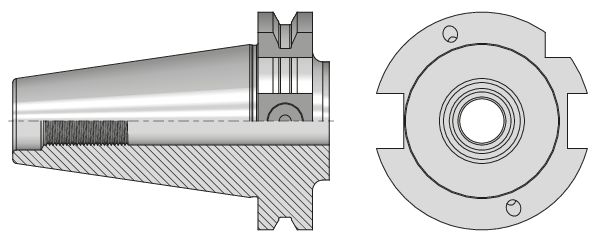
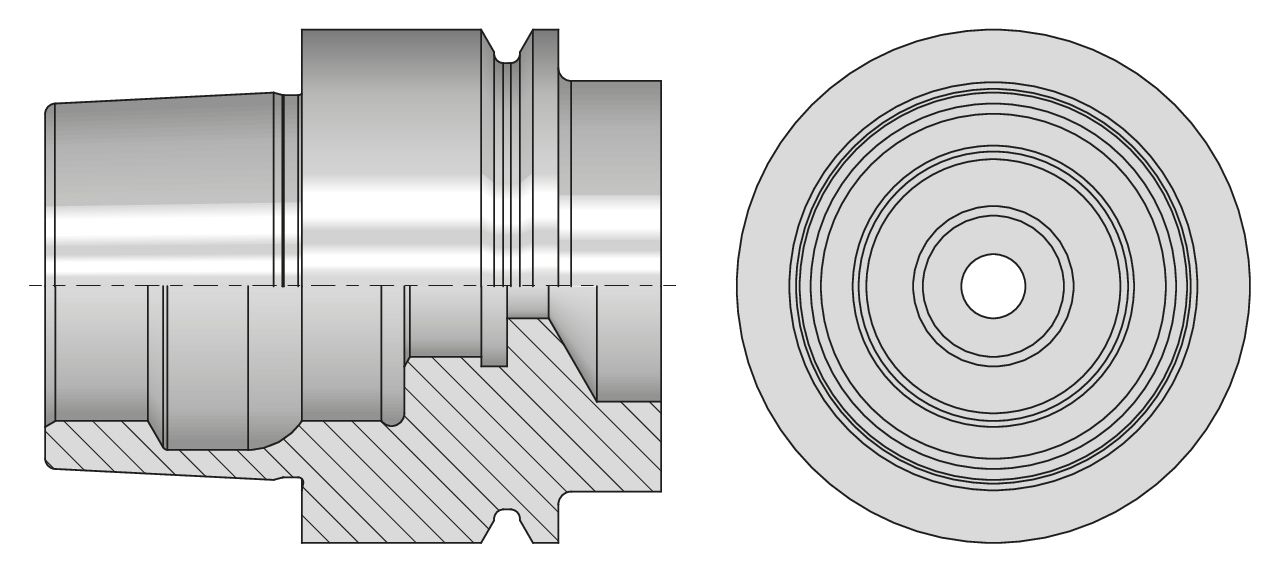
Uchwyty ze stożkiem niesamohamownym wg ISO 7388-1 (DIN 69871*)
Natomiast uchwyty ze stożkiem niesamohamownym wg ISO 7388-1 to sprawdzony i przetestowany interfejs dla wrzecion frezarskich, charakteryzujący się dużą wytrzymałością. Często są one oznaczone wg DIN69871. Norma ta jest już jednak przestarzała. Zaciskanie stożka niesamohamownego odbywa się zawsze poprzez dodatkowy sworzeń dociągający. Wymiana narzędzia może odbywać się automatycznie lub ręcznie, podczas gdy powierzchnia stożkowa jest centrowana bez przylegania do powierzchni czołowej.
Zasilanie chłodziwem zgodnie z ISO 7388-1:
- Kształt A: bez otworu przelotowego
- Kształt AD: z otworem przelotowym, do centralnego doprowadzenia chłodziwa
- Kształt AF (kształt B*): z bocznym doprowadzeniem chłodziwa przez kołnierz narzędzia
- Kształt AD/AF (kształt ADB*): z otworem przelotowym i bocznym doprowadzeniem chłodziwa przez kołnierz narzędzia
Popularne rozmiary stożków:
- SK30
- SK40
- SK50
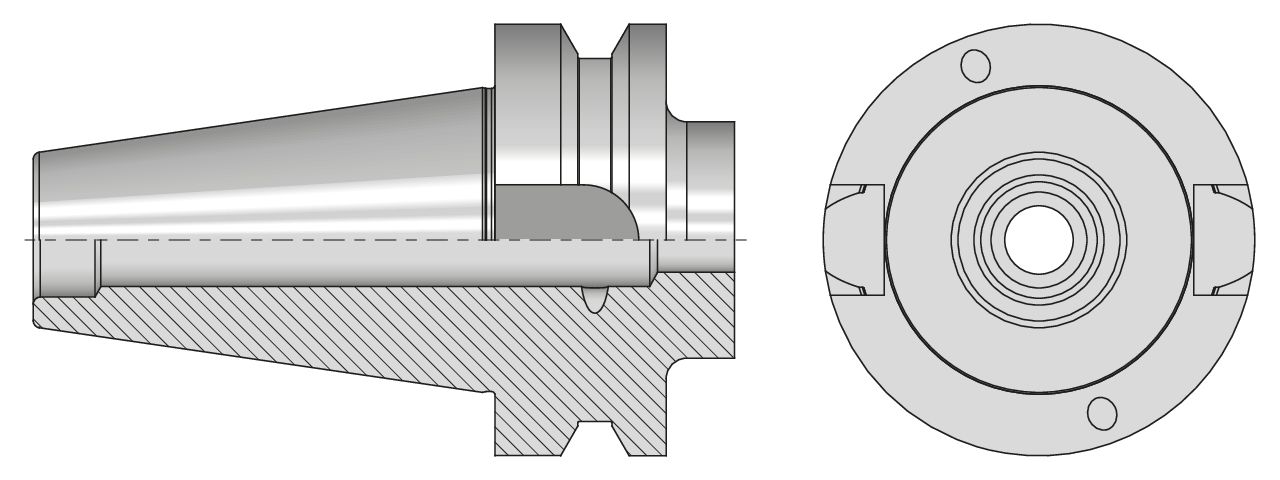
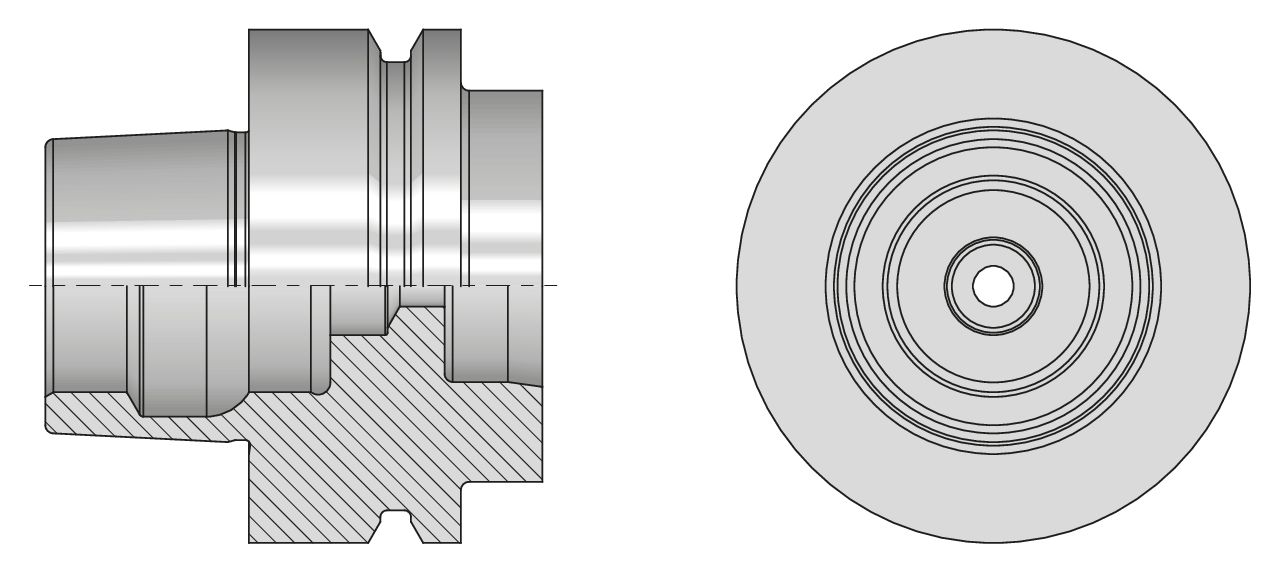
Uchwyty ze stożkiem niesamohamownym wg ISO 7388-2 (JIS B 6339*)
Uchwyty ze stożkiem niesamohamownym, zgodne z normą ISO 7388-2, podobnie jak w przypadku normy ISO 7388-1, charakteryzują się dużą wytrzymałością. Ponadto również w tym przypadku zaciskanie odbywa się za pomocą dodatkowego sworznia dociągającego, natomiast centrowanie poprzez powierzchnię stożka, bez przylegania do powierzchni czołowej. Wymiana narzędzia może odbywać się automatycznie lub ręcznie.
Zasadniczo uchwyty wg ISO 7388-2 (JIS B 6339*) różnią się od ISO 7338-1 (DIN 69871*) następującymi cechami:
- Długością stożka
- Wykonaniem szerokości kołnierza
- Rowkiem chwytaka
- Rowkami na kamienie zabierakowe
Popularne rozmiary stożków:
- BT30
- BT40
- BT50
Zasilanie chłodziwem zgodnie z ISO 7388-2:
Kształt J: bez otworu przelotowego
Kształt JD: z otworem przelotowym, do centralnego doprowadzenia chłodziwa
Form JF: z bocznym doprowadzeniem chłodziwa przez kołnierz narzędzia
Kształt JD/JF: z otworem przelotowym i bocznym doprowadzeniem chłodziwa przez kołnierz narzędzia
Zasilanie chłodziwem zgodnie z JIS B 6339*:
Kształt A: bez otworu przelotowego
Kształt AD: z otworem przelotowym, do centralnego doprowadzenia chłodziwa
Kształt AF (kształt B*): z bocznym doprowadzeniem chłodziwa przez kołnierz narzędzia
Kształt AD/AF (Kształt ADB*): z otworem przelotowym i bocznym doprowadzeniem chłodziwa przez kołnierz narzędzia
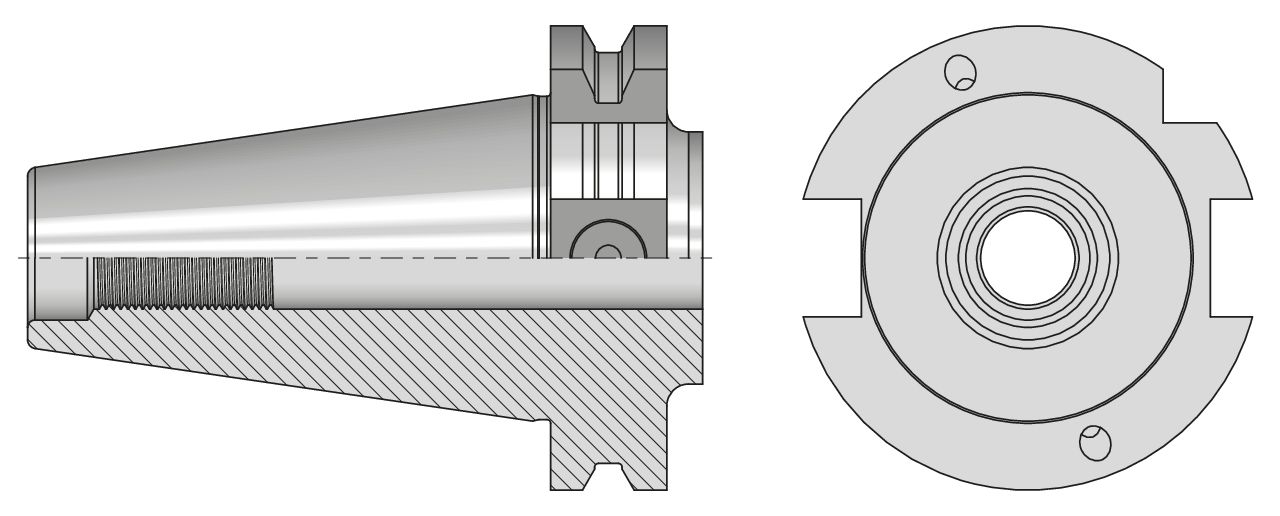
Uchwyty ze stożkiem niesamohamownym wg ISO 7388-2 (JIS B 6339*) z podwójnym stykiem
Uchwyty według normy ISO 7388-2, stożki o podwójnym styku, charakteryzują się tym, że w stanie zaciśniętym następuje kontakt stożka z kołnierzem wrzeciona. Zapewnia to większą stabilność, a także elastyczność przy obciążeniu zginającym. Przy zastosowaniu tego stożka konieczne jest jednak, aby wrzeciono maszyny było przystosowane do połączenia z podwójnym stykiem. Informacje na ten temat można uzyskać bezpośrednio u producenta maszyny.
* dawne oznaczenie
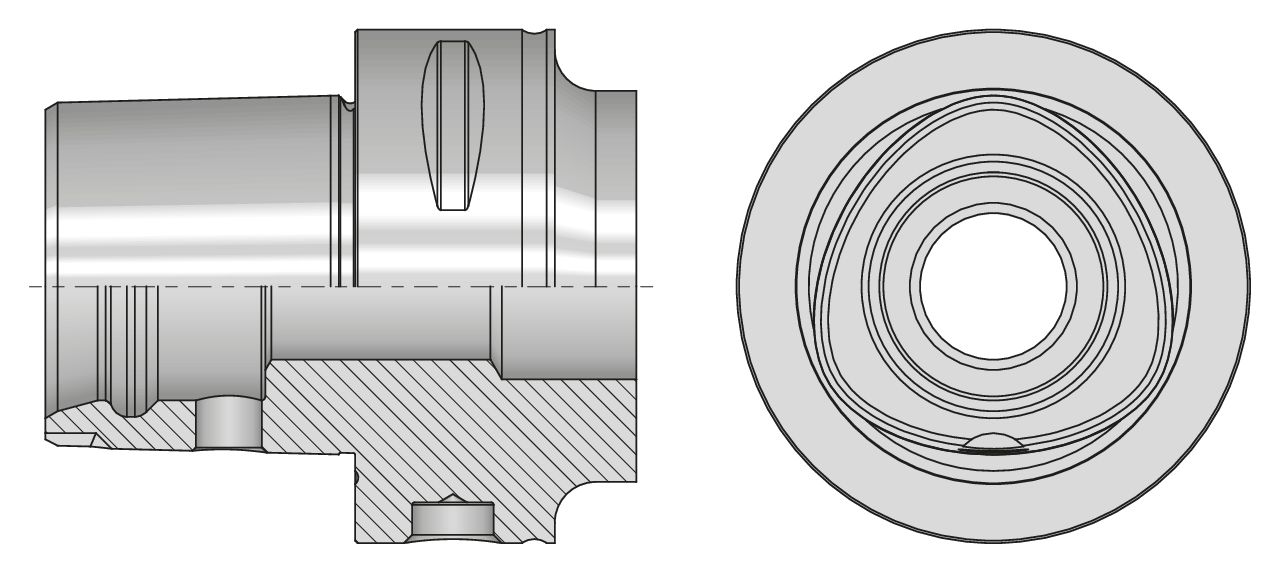
Stożkowe chwyty drążone (HSK)
Stożkowe chwyty drążone wg ISO 12164 (DIN 69893)
Technicznym ulepszeniem uchwytów ze stożkiem niesamohamownym są stożkowe chwyty drążone, w których wymiana narzędzi również może odbywać się automatycznie lub ręcznie. Tym, co je szczególnie wyróżnia, jest niewielka, lekka i stabilna konstrukcja oraz wysoka powtarzalność przy wymianie narzędzia, dzięki czołowej powierzchni przylegania z kołnierzem i wąskim tolerancjom stożka. Dzięki połączeniu kształtowemu w postaci dwóch rowków zabierakowych, mogą absorbować duże momenty obrotowe i obciążenia udarowe. Nie wymagają sworznia dociągającego do mocowania i dostosowane są do dużych prędkości obrotowych.
Uchwyty HSK podzielone są na następujące typy i rozmiary:
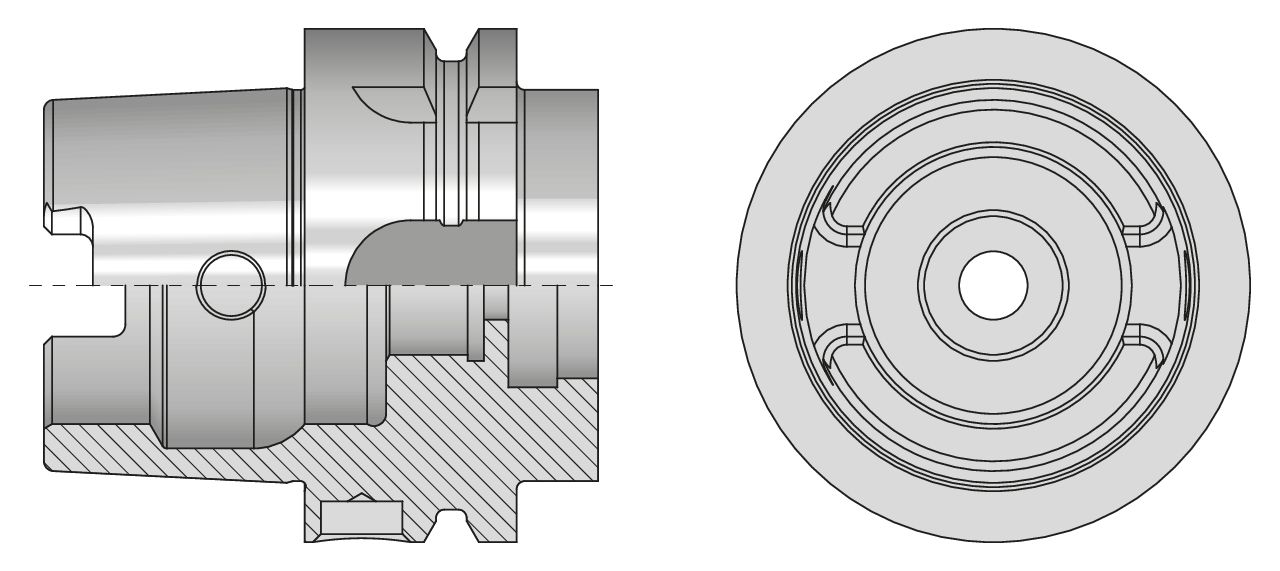
Kształt A (DIN 69893-1)
- Dla centrów obróbczych, frezarek oraz maszyn specjalnych z automatyczną wymianą narzędzi
- Z rowkiem chwytaka do automatycznej wymiany narzędzia
- Przeniesienie momentu obrotowego poprzez dwa rowki wpustowe na końcu stożka
- Centralne osiowe doprowadzenie chłodziwa przez przewód chłodzący
Popularne rozmiary stożków:
- HSK A-63
- HSK A-100
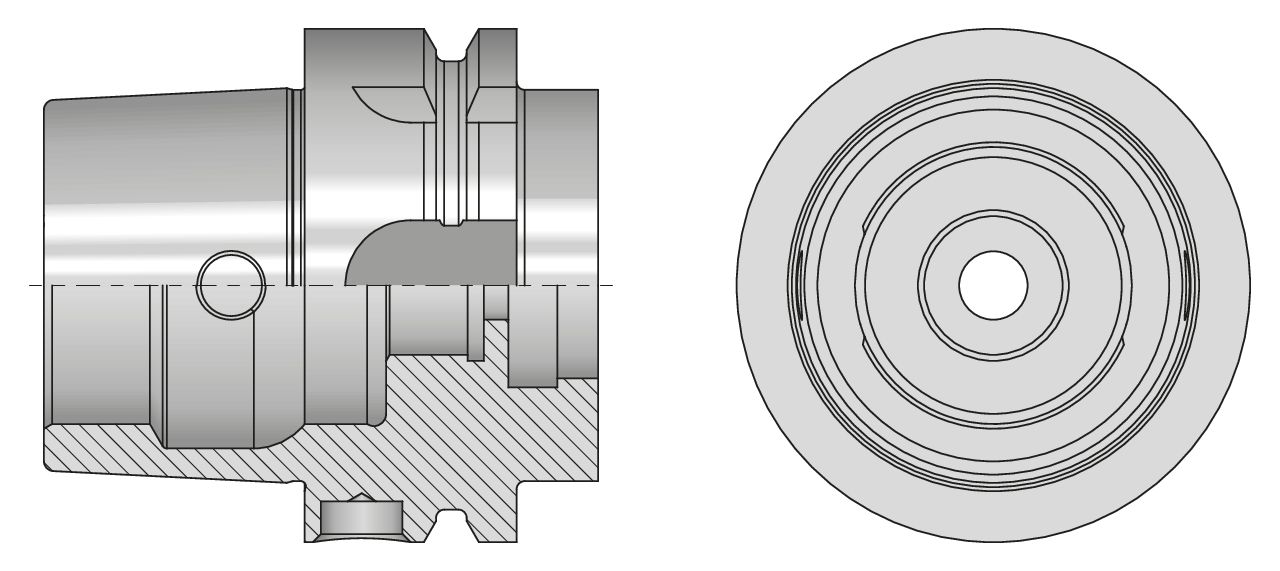
Kształt B (DIN 69893-2)
- Dla centrów obróbczych, frezarek do ciężkiej obróbki, jak również tokarek
- Z rowkiem chwytaka do automatycznej wymiany narzędzia
- Przeniesienie momentu obrotowego poprzez dwa rowki wpustowe w kołnierzu, brak rowków na końcówce stożka
- Zdecentralizowany dopływ chłodziwa przez kołnierz lub centralny osiowy dopływ chłodziwa przez przewód chłodzący
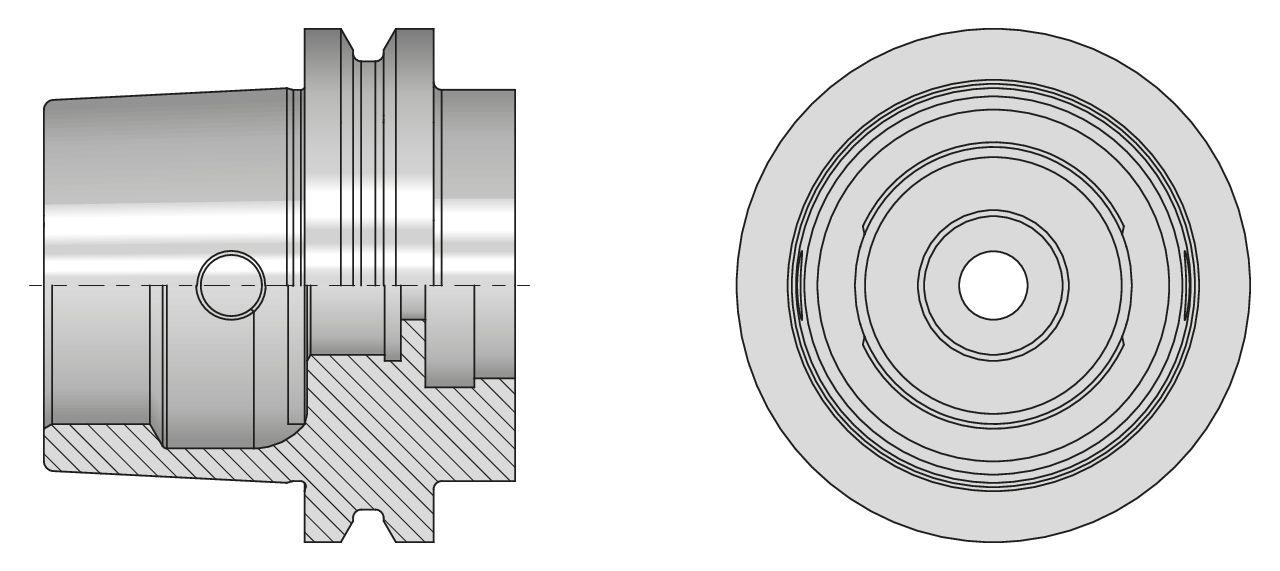
Kształt C (DIN 69893-1)
- Zastosowanie przede wszystkim do wrzecion w liniach transferowych i maszynach specjalnych bez automatycznej wymiany narzędzi lub krótkich wrzecion do wytaczania i przedłużania narzędzi oraz reduktorów
- Bez rowka na chwytak, do ręcznej wymiany narzędzia
- Przeniesienie momentu obrotowego poprzez dwa rowki wpustowe na końcu stożka
- Centralne osiowe doprowadzenie chłodziwa przez przewód chłodzący
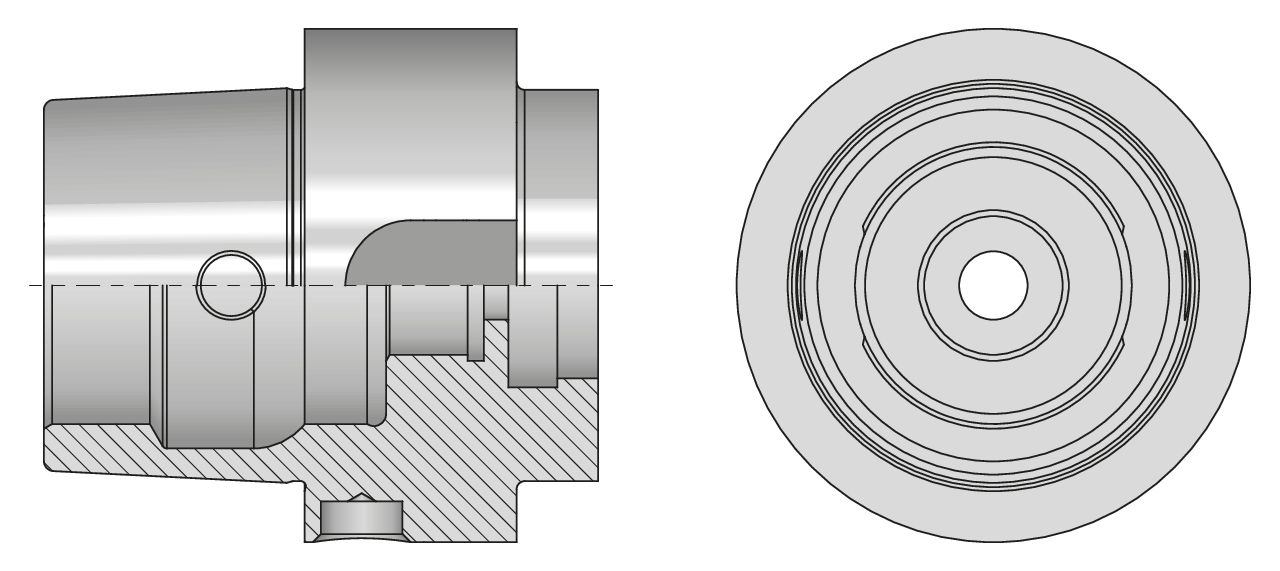
Kształt D (DIN 69893-2)
- Możliwość zastosowanie we wszystkich dziedzinach, dzięki powiększonemu kołnierzowi, w celu lepszego podparcia
- Bez rowka na chwytak, do ręcznej wymiany narzędzia
- Przeniesienie momentu obrotowego poprzez dwa rowki kołnierzowe
- Zdecentralizowany dopływ chłodziwa przez kołnierz lub centralny osiowy dopływ chłodziwa przez przewód chłodzący
Kształt E (DIN 69893-5)
- Zastosowanie do wrzecion o wysokiej częstotliwości (np. frezowanie grafitu) i maszyn do obróbki drewna
- Rotacyjnie symetryczna konstrukcja bez rowka wpustowego
- Z rowkiem chwytaka do automatycznej wymiany narzędzia
- Przeniesienie momentu obrotowego wyłącznie przez połączenie cierne
- Centralne osiowe doprowadzenie chłodziwa przez przewód chłodzący
Popularne rozmiary stożków:
HSK E-40
Kształt F (DIN 69893-6)
- Zastosowanie w obróbce drewna i tylko "na sucho"
- Ze zmniejszonym stożkiem i powiększonym kołnierzem
- Z rowkiem chwytaka, do automatycznej wymiany narzędzia
- Przeniesienie momentu obrotowego wyłącznie przez połączenie cierne
- Centralne osiowe doprowadzenie chłodziwa przez przewód chłodzący
Chwyty wielokątne (PSC)
Chwyty wielokątne wg ISO 26623
W przypadku PSC (Polygon Shank Cone) główny nacisk kładzie się na wielokątny kształt stożka. Zapewnia to jednolity kontakt powierzchniowy pomiędzy wrzecionem a oprawką podczas przenoszenia momentu obrotowego, co przekłada się na większą stabilność. Ponadto, grubsze ścianki umożliwiają uzyskanie większych sił mocowania w porównaniu do stożkowego chwytu drążonego HSK. Zapewnia to maksymalną sztywność zginania, przenoszenie momentu obrotowego i dokładność ustawienia punktu centralnego. Stożki z chwytem wielokątnym są szczególnie stosowane w maszynach wielozadaniowych (toczenie i frezowanie/wiercenie), ponieważ dzięki wielokątowi pozycja narzędzia w uchwycie jest dokładnie określona.
Oprawki PSC wg ISO 26623:
- rozmiary C3, C4, C5, C6, C8 oraz C10

Jeśli wybrany rodzaj uchwytu nie jest dostępny, można zwrócić się do osoby kontaktowej z zapytaniem o jego dostępność.
 © 2022 by Meusburger Georg GmbH & Co KG | All rights reserved
© 2022 by Meusburger Georg GmbH & Co KG | All rights reserved





 Česká republika [CS]
Česká republika [CS]
 Danmark [DA]
Danmark [DA]
 Deutschland [DE]
Deutschland [DE]
 España [ES]
España [ES]
 France [FR]
France [FR]
 India [EN]
India [EN]
 Italia [IT]
Italia [IT]
 Magyarország [HU]
Magyarország [HU]
 México [ES]
México [ES]
 Nederland [NL]
Nederland [NL]
 Österreich [DE]
Österreich [DE]
 Polska [PL]
Polska [PL]
 Portugal [PT]
Portugal [PT]
 România [RO]
România [RO]
 Schweiz [DE]
Schweiz [DE]
 Slovenija [SL]
Slovenija [SL]
 Srbija [SR]
Srbija [SR]
 Suomi [FI]
Suomi [FI]
 Sverige [SV]
Sverige [SV]
 Türkiye [TR]
Türkiye [TR]
 United Kingdom [EN]
United Kingdom [EN]
 USA [EN]
USA [EN]
 Ελλάδα [EL]
Ελλάδα [EL]
 България [BG]
България [BG]
 Росси́я [RU]
Росси́я [RU]
 华 [ZH]
华 [ZH]